表面粗さの図示法を以前は「面の肌の図示方法」と表現していたが、最近のJISでは「表面性状の図示方法」と表現している。
(製品の幾何特性仕様(GPS)-表面性状の図示方法 [JIS B 0031:2022])
(製品の幾何特性仕様(GPS)-表面性状:輪郭曲線方式-用語,定義及び表面性状パラメータ [JIS B 0601:2013])
表面性状・表面粗さ・面粗度など共有して粗さを表現するときに使用する言葉になります。
よく用いる粗さの基準は、算術平均粗さ(Ra)が採用され、次いで最大高さ粗さ(Rz)が採用される。
標準数
採用される数値は、等比数列の計算手法を用いた標準数となり、R10を基準に数値を用いる。
(JIS Z 8601)
R5は、「10」の5乗根をn乗した計算結果となる。
n=0のとき1、n=1のとき約1.6、n=2のとき約2.5・・・・n=5のとき10になります。
約1.6倍ずつ大きくなっていくイメージになります。
(1→1.6→2.5→4→6.3→10)
R10では、「10」の10乗根をn乗した計算結果となる。
粗さの値は、この標準数を基準に数値を決めています。
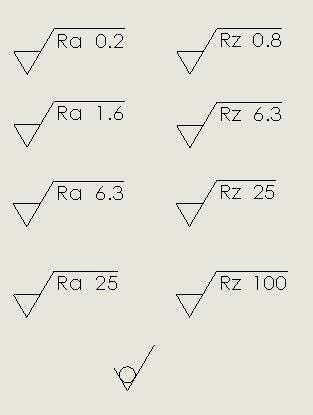
新JISにおける表面性状

粗さに使われる数値の単位はμm(マイクロメートル)
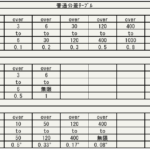
粗さの表記でよく用いられる数値は、標準数をもとにした値を用いる。
算術平均粗さ(Ra)では、0.2・1.6・6.3・25がよく用いられる数値です。
最大高さ粗さ(Rz)では、約4倍した値の0.8・6.3・25・100がよく用いられる。この約4倍した値は、類似の粗さとして扱う。
旧JISにおける表面粗さ
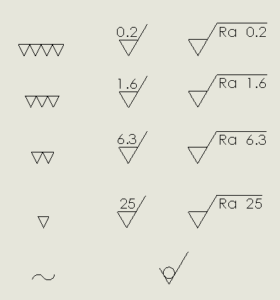
最近のJISや教科書には表記されなくなったが、現在でも広く採用されている粗さ記号がある。
▽記号の数で粗さを表記する方法で、▽3個はRa1.6くらいに該当する。
▽記号の上に加工記号を付記することもある(研削加工=G)
また、標準以外の粗さを表す場合は、▽記号の上に0.8aや3.2Zと表記する。
参考
ソリッドワークスでは、「表面粗さ記号」のコマンド名で新JIS表記・旧JIS表記どちらも表記可能になっている。