マシニングセンタ用のNCデータには、2.5軸加工という言葉使うことがある。
2軸加工と3軸加工の中間の加工方法という意味で、2.5軸加工という表現をする。
2軸加工
2軸加工または2D加工という表現をする。
正式には同時2軸という表現となり、X軸とY軸の2軸はNCデータの同一行に出力し、Z軸は別行に出力する形式をさす。
さらに厳密には、同一輪郭形状を加工する場合のことを意味することが多い。

Mastercamでは、輪郭加工コマンドを使ってNCデータを作成する。
輪郭加工コマンドでは、リードイン/リードアウトの出力ができ、また、工具径補正の出力も可能となっている。
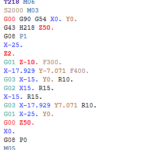
参考:2次元輪郭加工のNCデータサンプル・ドリル加工のNCデータサンプル
2.5軸加工

2.5軸加工または2.5D加工または2+1/2加工という表現をする。
NCデータの出力は、2軸加工と同じになるが、X・Y軸の輪郭形状が深さ毎に異なる場合の加工方法を意味することが多い。
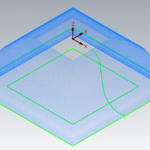
Mastercamでは、断面方向が同一角度となる場合に、輪郭加工コマンドのテーパ壁オプションを使ってNCデータを作成するが、切込み深さはの調整が必要になる。
切込み深さの目安は、段差を0.001mmにする場合、0.001÷tan(A°)で計算をする。
段差を調整する場合は、0.001の部分を増減させた計算結果を使用する。

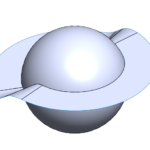
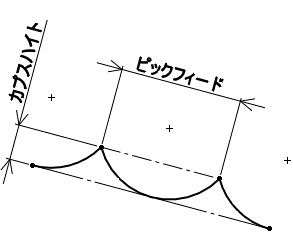
断面形状が同一角度ではなくRなどが含まれている場合は、2Dスイープ加工コマンドを使う。このコマンドでは、ボールエンドミルを使うことが多いので、深さ方向はピックフィードという値を設定する。スキャロップハイト(カプスハイト)を計算等で求めてピッチを設定する。
しかし、2Dスイープコマンドは、リードイン/リードアウトおよび工具径補正の出力が基本できない。
参考:2Dスイープツールパス
3軸加工
3軸加工または3D加工という表現をする。
正式には同時3軸という表現となり、X軸・Y軸・Z軸を同一行に出力する形式をさす。
Mastercamでは、3D高速ツールパスコマンドを使う。コマンドごとに設定できるパラメータは変わるが、ピックフィードやカプスハイトなどを用いて条件を決めていく。
3D高速ツールパスコマンドは工具径補正を出力できない。
2Dスイープの場合、リードイン/リードアウトが出力できないので、加工開始位置に筋ができてしまう。輪郭加工でも同一箇所が加工開始位置になるので、筋が少なからずできてしまう。
3D高速ツールパス加工の場合、次の深さに切り替わるときに面に沿ってらせん状に動かすことによって、断面ごとに加工開始位置をずらすことができるので、筋ができづらい。
しかし、G1直線の連続でNCデータが出力されるので、NCデータの容量が増える。
参考
2.5軸加工という表現は、2次元CAMを基本として時に、拡張機能として使われる機能になります。
最近の設計は3次元CADで行われることが主流になっているので、3次元モデルデータをそのままCAMに流用し、3軸加工としてツールパス作成をすることが多いです。
NCデータはG1連続の形式になりますが、マシニングセンタのほうでメーカーごとに表現が異なりますが、高精度輪郭制御を活用することで加減速の少ない加工をすることができます。