オフィスキャドムスではNCデータの作成作業を受託しています。
出力形式は、Fanuc系サブプロ形式です。
Mastercam(マスターキャム)から出力されたドリル加工(固定サイクル)のサンプルプログラムと概要を解説します。
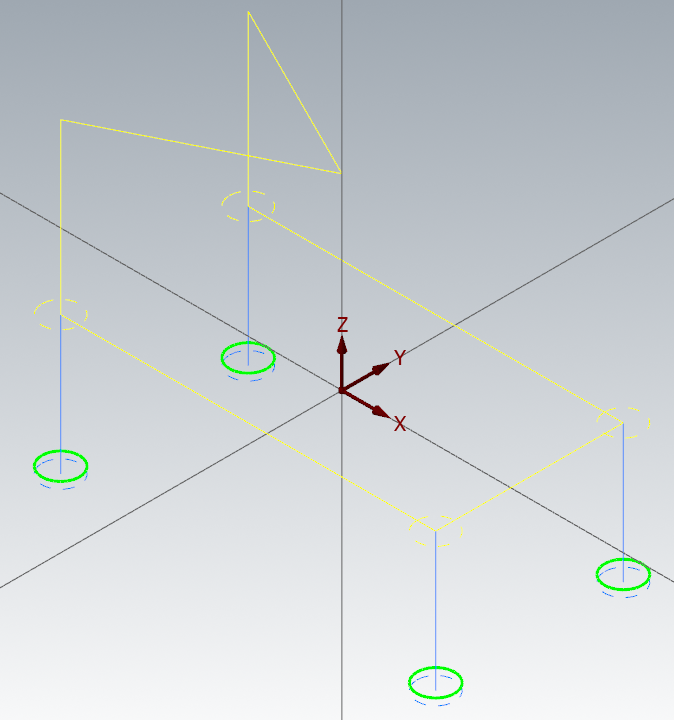
加工形状
原点を中心としたX方向ピッチ100mmY方向ピッチ50mmの4か所に深さ30mmの深さで固定サイクルを使った加工となります。
サンプルNCデータ
%
O0000(DRILL)
( T1 | SOLID CARBIDE DRILL 5XDC - 10.0 | H1 )
T1 M06
S1500 M03
G00 G90 G54 X0. Y0.
G43 H1 Z50. M08
G08 P1
X-50. Y-25.
Z5.
G99 G83 Z-31.82 R5. Q5. F150. L0
X-50. Y-25.
X50.
Y25.
X-50.
G80
Z50.
X0. Y0.
G08 P0
M05
G91 G28 Z0. M09
M99
%
解説
| % | データスタート |
| O0000(DRILL) | プログラム番号(O) ()はプログラム名 |
| ( T1 | SOLID CARBIDE DRILL 5XDC – 10.0 | H1 ) | 工具概要 直径10mmドリル |
| T1 M06 | 工具番号(T)1に工具交換(M06) |
| S1500 M03 | 回転数(S)1500/minで工具回転開始(M03) |
| G00 G90 G54 X0. Y0. | ワーク座標系(G54)の絶対座標(G90)でX0Y0の位置に早送り(G00)移動 |
| G43 H1 Z50. M08 | H1の工具長補正(G43)をかけながらZ50の位置に早送り移動 クーラントON(M08) |
| G08 P1 | 高精度制御機能ON |
| X-50. Y-25. | X-50Y-20に早送り移動 |
| Z5. | Z5に早送り移動 |
| G99 G83 Z-31.82 R5. Q5. F150. L0 | 深穴ドリルサイクル(G83) 1回の切込み深さ5mm(Q5.) 切込みごとにZ5mmまで退避(G99)(R5.) 最終加工深さZ-31.82(ドリル先端分深くなる) 送り速度(F)160mm/min L0指示で、この行では加工を行わない |
| X-50. Y-25. | X-50Y-25に移動し固定サイクル実行 |
| X50. | X50に移動し固定サイクル実行 |
| Y25. | Y25に移動し固定サイクル実行 |
| X-50. | X-50に移動し固定サイクル実行 |
| G80 | 固定サイクルキャンセル |
| Z50. | Z50の位置に早送り移動 |
| X0. Y0. | Y0の位置に早送り(G00)移動 |
| G08 P0 | 高精度制御機能OFF |
| M05 | 工具回転OFF |
| G91 G28 Z0. M09 | Z軸を機械原点に移動(G91 G28 Z0) クーラントOFF(M09) |
| M99 | サブプロ終了 |
| % | データエンド |
注釈
- ドリル加工は、各社ノウハウが大きく違うため、穴加工位置(この場合は、G83の行とG80の間の4行)のみサブプロ形式などにして、別途自社の固定サイクル方式に対応させたほうが便利に扱えます。
- 穴位置のみコピーしやすいようにいくつか無駄な行が含まれています。