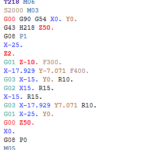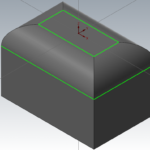
Mastercamで3D高速ツールパス加工(3軸加工)を行うと凸角部分には自動でR0を加工するようにツールパスが計算されます。
輪郭加工(2軸加工)の場合も側面方向には同様にR0加工するようにツールパスが計算されますが、フラット方向にはバリが出る可能性があります。
そこでMastercamには、輪郭加工に面取りオプションがついているので、面取り工具でC0加工するイメージでツールパスを出力することによって、バリ取り加工を実施することができます。
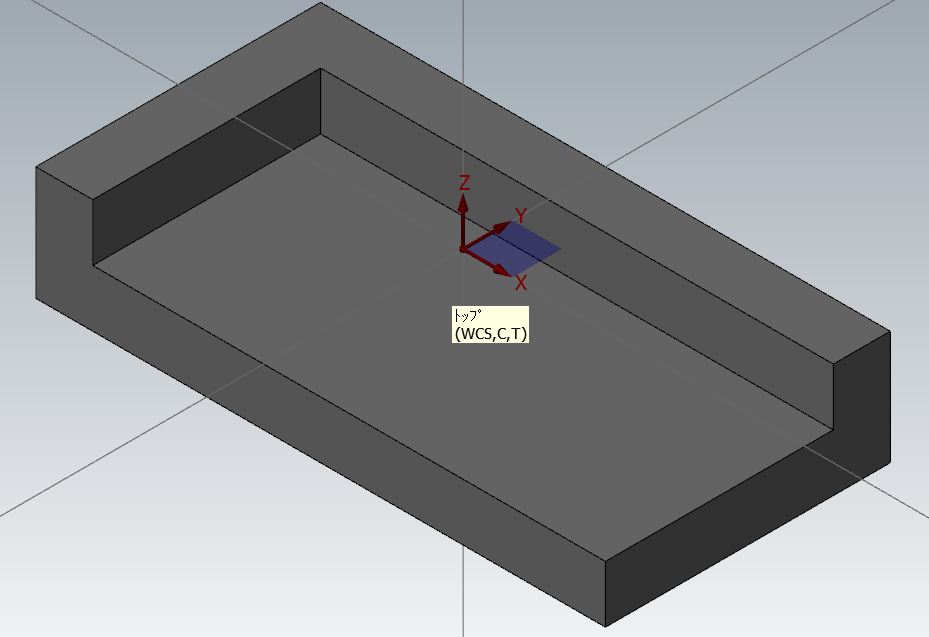
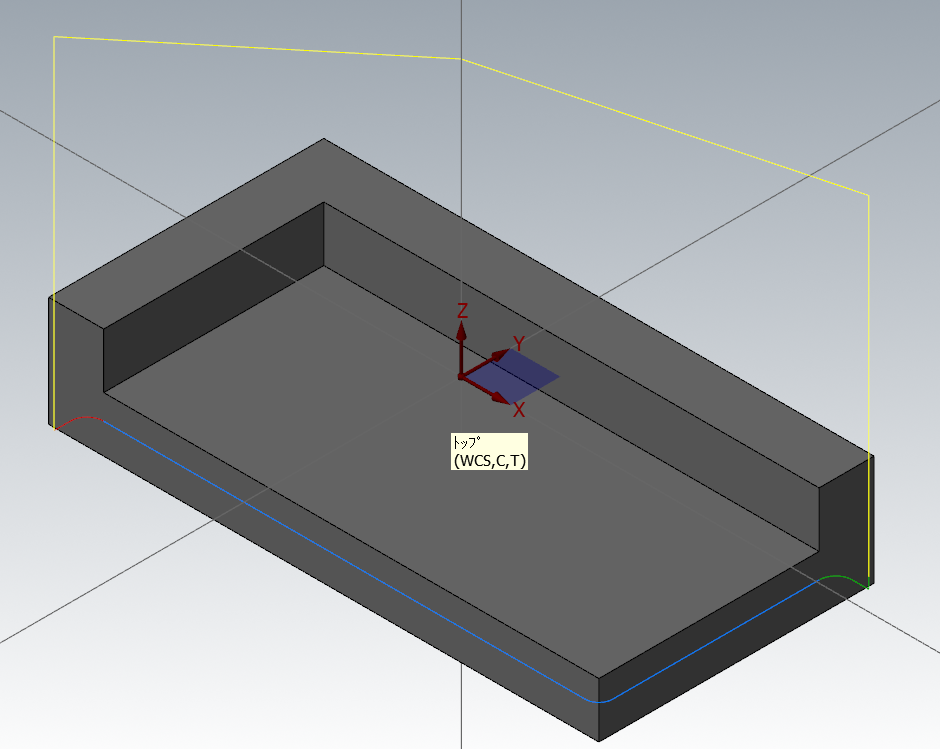
しかし、段差部をバリ取り加工しようとする場合には、通常の輪郭ツールパスでもできますが、エンドミルが段差部に干渉しないように手動で調整する作業が出てきます。
干渉しないエッジに面取り加工やバリ取り(C0)の加工をするときは、輪郭ツールパスかモデル面取りツールパスを使い、干渉回避が必要な場合は、モデル面取りツールパスを使用します。
モデル面取り
バージョン2019から加わった機能にモデル面取りというツールパスコマンドがあり、段差部の干渉回避を自動で行ってくれます。
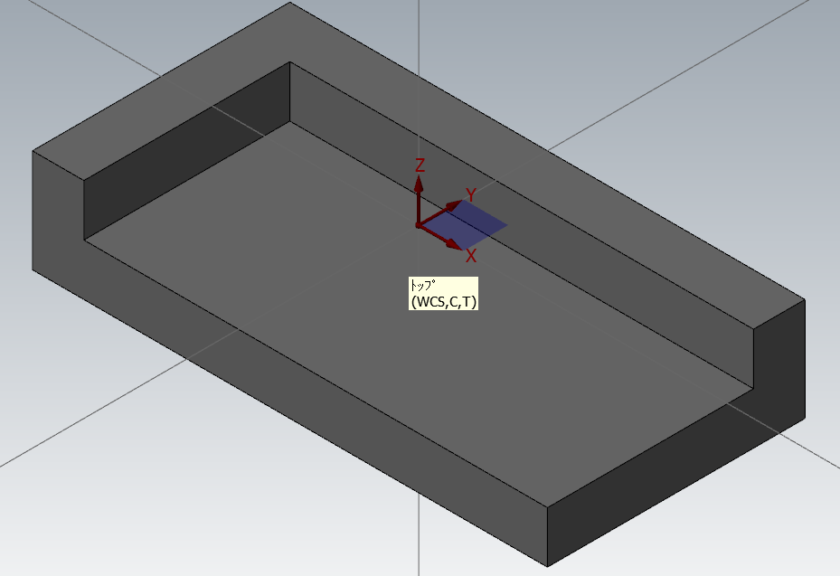
ツールパスタイプ
モデルのエッジでツールパスの作成をします。今回は一段下がったエッジを使います。
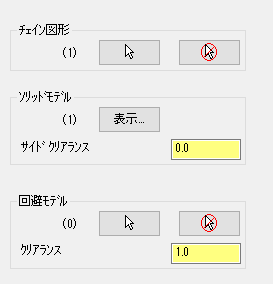
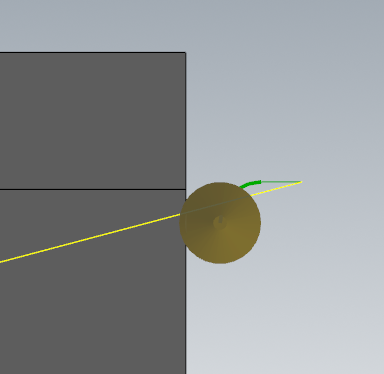
サイドクリアランスの値を設定すると干渉を回避を自動で計算します。
切削パラメータ
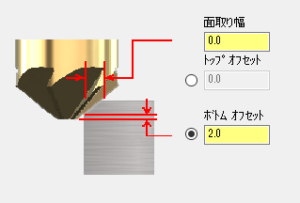
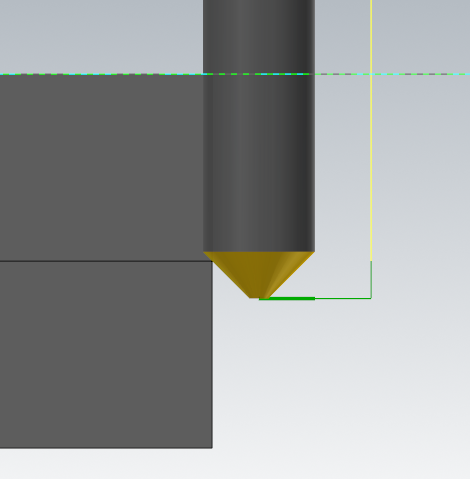
面取り幅0に設定
(0以上の値の場合は普通の面取り加工)
ボトムオフセットは任意で調整
進入/退出
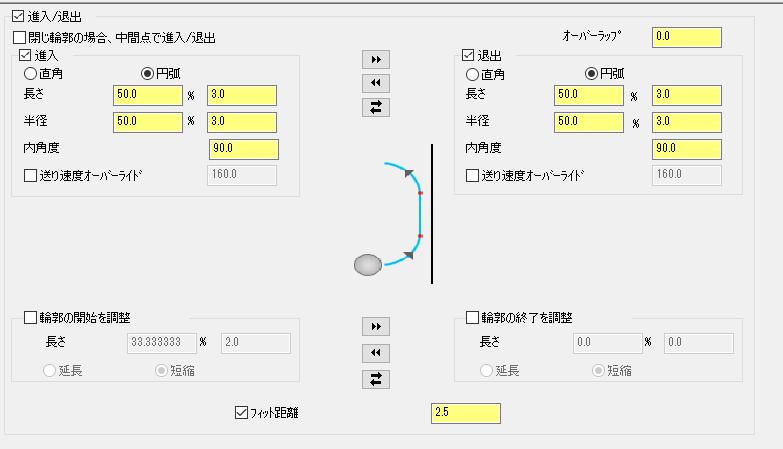
進入/退出をフィット距離をONにするとより多きく干渉回避を行います。
ちなみに通常の輪郭加工では、輪郭の開始/終了を調整の値を調整し、同様の加工をすることができますが、目視確認をしながら何度か数値の調整が必要なので、2019以降の場合は、モデル面取りコマンドが推奨です。
面取り・バリ取り・糸面取り
面取り加工は、図面にC0.5などという形で表現されています。中には注記として、「指示なき面取りはC0.5のこと」や「指示なき凸エッジはC0.5のこと」などと指示される場合があります。
面取り部には、JIS B 0405で普通公差として面取りの公差を適用することができます。
C0.5以上C3以下の場合は、精級(f)と中級(m)で±0.2・粗級(c)と極粗級(v)で±0.4となっています。
普通公差の規定は0.5未満のサイズに対しての公差は個々に指示をするという規定になっています。
面取りではなく、バリ取りや糸面取りなどを注記で指示する場合があります。
バリ取りとり糸面取りは同義として使われることが多いですが、精密加工をしているところのほうが糸面取りという表現をしていることが多い印象です。
バリ取りや糸面取りに関しての寸法はJISでは規定されていませんので、各社の取り決め事項になります。
C0.1からC0.3くらいという形で取り決めしている会社もあれば、精密加工をしているところだとC0.05にしていたり、逆にサイズの大きい部品などでは、グラインダーでバリバリ加工するところもあります。
「指示なき凸エッジはバリなきこと」や「指示なき凸エッジは糸面取りのこと」などと注記で指示を出した場合、社内規定を伝えずに外注に加工を依頼すると想定外のサイズで面取りされることになりますので、注記指示する際には「指示なき凸エッジは糸面取り(C0.2以下)のこと」など数値込みで指示を出すほうがいいと思います。
C0という形でツールパスを作成すると形状の仕上がり精度によっては、刃物が接触できない箇所が出てきます。
C0の値に強引に普通公差を適用させると、精級(f)と中級(m)で±0.2になるので、マイナス値は存在しないので、C0~C0.2の範囲となり、ツールパス作成時には真ん中のC0.1加工を想定してツールパスを組みます。
また、C0.5以下なのでより小さめの公差を適用させると例えば、精級(f)と中級(m)で±0.1とするとC0~C0.1の範囲になるので、C0.05が目安で加工することになります。
糸面取りを加工する際には、会社規定の糸面取りの目安サイズおよび公差を確認するようにしてください。