丸穴を加工する場合、
- ドリル・リーマ・タップなどの工具を使って固定サイクルでの加工
- フラットエンドミルを使った輪郭加工
- 輪郭加工の円弧部分をらせん状に切り下げながら加工するヘリカル加工
などがあります。
加工精度・加工時間・使用工具などにより使い分けをします。
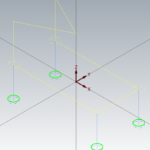
「ドリル」ツールパス
 ドリル・リーマ・タップなどの工具を使って固定サイクル用のGコード出力をさせる場合「ドリル」ツールパスを使います。
ドリル・リーマ・タップなどの工具を使って固定サイクル用のGコード出力をさせる場合「ドリル」ツールパスを使います。
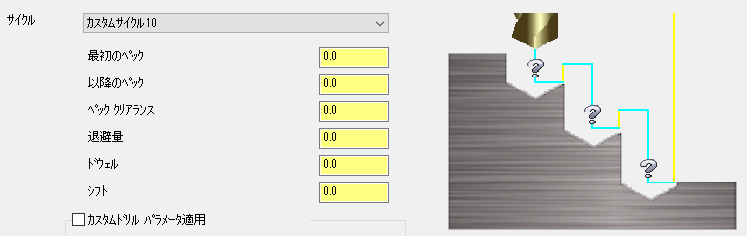
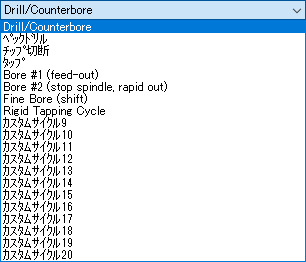
ドロップダウンリストから固定サイクルを選択できます。
表示名は、ポストをカスタマイズしている場合は、別な表記になります。
固定サイクルにあわせて入力パラメータは不要な部分はグレーアウトします。
Drill/Counterbore
ドリル・センタードリル・スポットドリルなどで使用します。
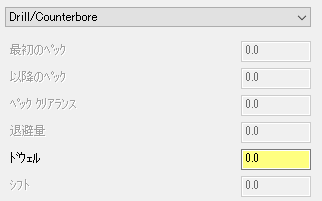
「Drill/Counterbore」は、ドウェル(一時停止)が「0」の場合に固定サイクルが「G81」、ドウェル(一時停止)が「0」以外の時に固定サイクルが「G82」として出力されます。
加工深さまで送り速度で下降し、待機時間分穴底で一時停止後、早送りで退避位置まで上昇します。
待機時間(P)は秒数指定になります。
ペックドリル
深い穴をドリルで加工するときに使用します。
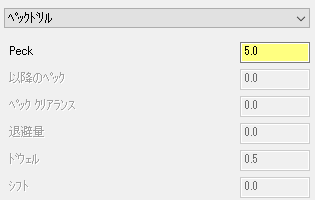
「ペックドリル」を選ぶと固定サイクルは、G83が出力されます。
「Peck」で入力した値分送り速度で下降し、早送りで退避位置まで上昇を繰り返し加工深さまで加工します。
Peck量はQ指示になります。
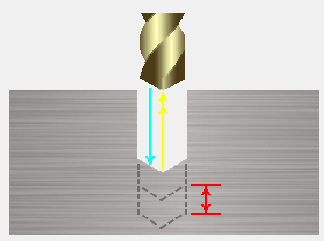
チップ切断
深い穴をドリルで加工するときに使用します。
「チップ切断」を選ぶと固定サイクルは、G73が出力されます。
「Peck」で入力した値分送り速度で下降し、機械パラメータに指示されている分早送りで上昇を繰り返し加工深さまで加工後、早送りで退避位置まで上昇します。
タップ
タップを使用してねじ穴を加工するときに使用します。
「タップ」を選ぶと固定サイクルは、G84が出力されます。
加工深さまで主軸が正回転転(M03)で下降後、主軸が逆回転(M04)で上昇します。
マスターキャムは、タップ工具を選択すると主軸回転速度と送り速度がピッチに連動して自動計算されるようになっています。
一般的なねじは、右ねじで固定サイクルはG84になりますが、左ねじの穴を加工するときは、工具設定で主軸の回転方向を逆回転(M04)にすると固定サイクルは「G74」に切り替わります。
「Rigid Tapping Cycle」を選ぶとリジットタップ仕様のNCデータに変わります。
(主な変更点として、M03がM29に変更される)
その他
リーマ加工など穴面の精度が必要な時に使用します。
- Bore #1 (feed-out)
ドウェル=0→G85・ドウェル=0以外→G89
送り速度で下降後、送り速度で上昇 - Bore #2 (stop spindle, rapid out)
G86
送り速度で下降後、主軸を停止させ早送りで退避 - Fine Bore (shift)
G76(ボーリングバーでの加工)
送り速度で下降後、シフト量(Q)分横に逃がし、早送りで退避
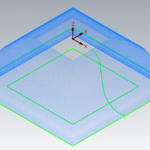
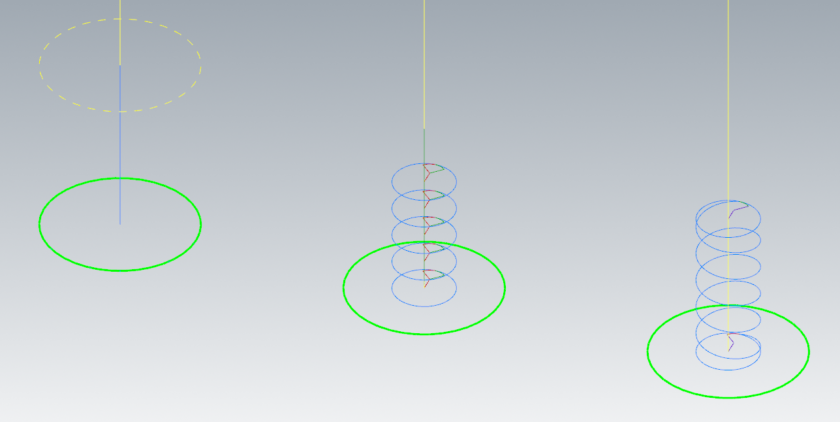
「サークルミル」ツールパス
 丸穴を輪郭加工するときは、「サークルミル」ツールパスを使います。
丸穴を輪郭加工するときは、「サークルミル」ツールパスを使います。
「輪郭」ツールパスと違い、丸穴専用のツールパスなので、円の中心点でエンドミルを下降させたり、渦巻状に粗取りを行ったりできます。
粗取り
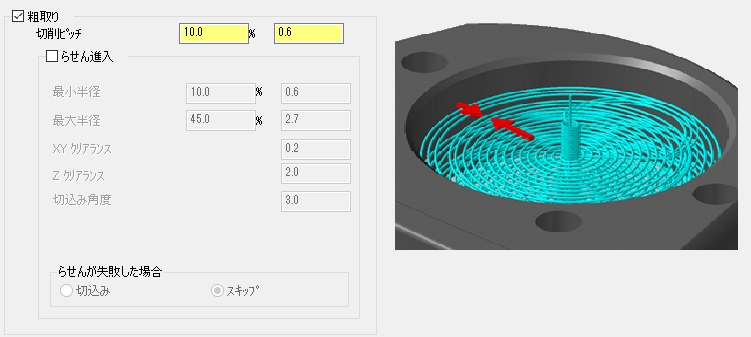
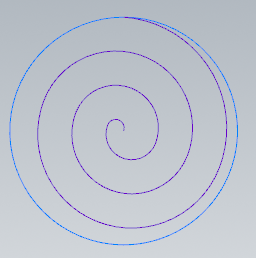
粗取りを行う場合、指定したピッチで渦巻の加工を行います。
輪郭加工のようなオフセットさせた粗取りは、中仕上げという形で設定します。
仕上げ
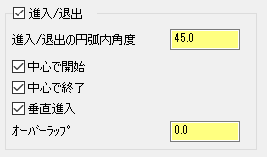
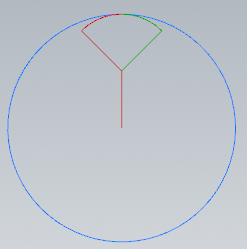
サークルミルでの進入/退出の設定は、輪郭ツールパスに比べシンプルになっています。
「中心点で開始」・「中心で終了」にチェックを入れると円の中心点でエンドミルが下降する
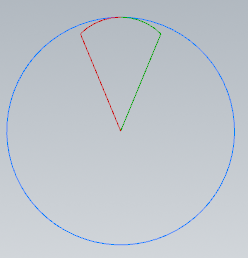
「垂直進入」にチェックを入れると扇状の進入/退出になります。
工具径補正をかける場合は、どちらの場合も緑の斜め線の行にG41が出力されます。
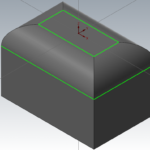
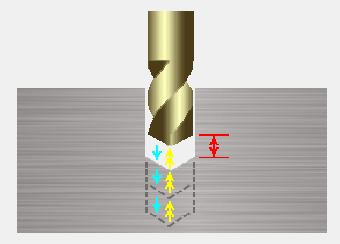
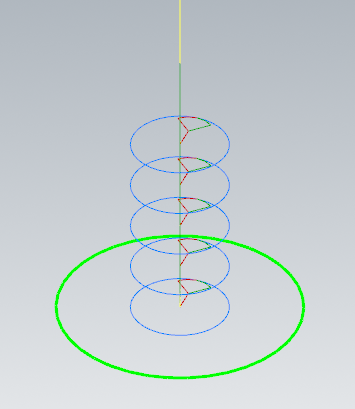
「ヘリカルボア」ツールパス
 丸穴加工の時にヘリカル状の動きで加工を進めるときは「ヘリカルボア」ツールパスを使います。
丸穴加工の時にヘリカル状の動きで加工を進めるときは「ヘリカルボア」ツールパスを使います。
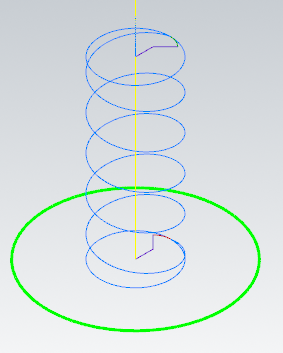
加工開始高さで進入動作、そこかららせん状状に加工していき、加工深さで退出動作という流れで加工が進みます。
サークルミル同様に工具径補正をかけることができます。
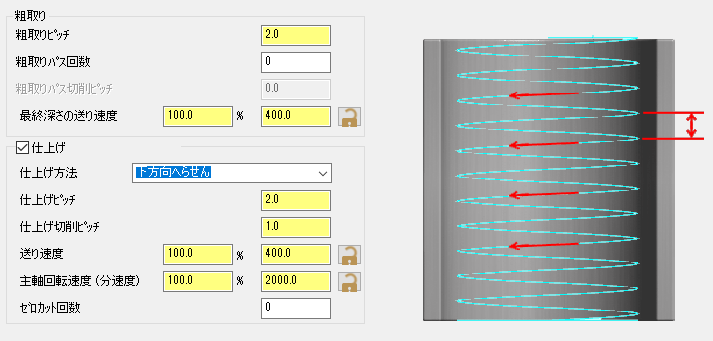
粗取りは0回にすると粗取りは行われません。
粗取りは、仕上げ切削ピッチに指定されている分を残すように加工します。
粗取りパス回数を2以上にすると粗取りパス切削ピッチが選べるようになります。
ゼロカット回数を1以上にすると、仕上げの一連の加工を繰り返します。
固定サイクル一覧
| G80 | モーダル | 固定サイクルキャンセル |
| G81 | ドリルサイクル | |
| G82 | ドリルサイクル (ドゥエル有) | |
| G73 | 高速深穴あけサイクル | |
| G83 | 深穴あけサイクル | |
| G84 | タッピングサイクル | |
| G74 | 逆タッピングサイクル | |
| G98 | モーダル | イニシャルレベル復帰 |
| G99 | R点レベル復帰 |
補足
ドリル加工時は、G81・G73・G83をセットに考え、G81で加工すると切り屑が排出しきれない場合に、G73を使い切り屑が切断されるようにし、それでも排出しきれないときにG83を使い切込みごとに退避させるようにします。
スポットドリルなどで面取りする場合は、穴底を仕上げるためにG82を使い穴底で一時停止させます。
リーマ加工時は、G82・G89・G86などをセットで考え、G82(早送り退避)で加工面に傷がつく場合に、G89(切削送り退避)かG86(主軸停止・早送り退避)に切り替えます。G89はらせん状の傷・G86は垂直状のの傷が少なからずつきますが、使い勝手を考慮し使い分けをします。
傷が気になる場合は、サークルミルやヘリカルボアを使いエンドミルで加工するようにします。工具径補正も使えるので、はめあい公差分など修正しやすくなります。
ボーリングバーでの加工(G76)やリジットタッピング(M29)は、マシニングセンタ各機種の仕様に依存しますので、仕様書を確認しご利用ください。
その他の固定サイクルやヘリカル動作に関しても、同様にマシニングセンタ各機種の仕様により使用可否がありますので仕様書を確認しご利用ください。