JIS B 0001 機械製図では、丸穴の寸法表記をする際に、きり穴・リーマ穴・ざぐり・深ざぐり・皿穴などの用語が出てきます。
除去加工を前提にしますので、板金(打抜き穴)・鋳造(鋳抜き穴)の詳細は省略します。
JISは約10年くらいを目安に改定され、穴の寸法表記方法も改定されています。
昔の製図は手書きで書かれていたので、いかに簡略表記ができるかを規定していましたが、最近の改定は、CADの機能をそのまま活かせるように改定が進められています。
ここでは、2019年の改定をもとに引用しています。
ざぐり記号や深さ記号は2010年の改定から追加されました。
除去加工とは、旋盤・NC旋盤・フライス盤・NCフライス盤・マシニングセンタなどの切削加工と各種研削盤を用いた研削加工の総称です。
穴の種類
- きり穴=ドリル工具で加工する穴
底面は円錐状で、通常ドリルは開き角度118度・簡易製図の時は120度でも可 - リーマ穴=リーマ工具で加工する寸法精度の高い穴
底面の規定はありませんが、一般的にドリルと同じ形状で描くことが多い - ざぐり=鋳造品などで六角ボルトの座面をきれいにするときの浅い穴
ボルトのねじ部が通る貫通穴のみ作図し、黒皮を削り取る必要があるときにざぐり指示をします
穴のサイズはJIS B 1001で規定されています - 深ざぐり=六角穴付きボルトの頭を沈みこませるためにあける深い穴で底面はフラット形状
ボルトのねじ部が通る貫通穴をセットで描きます
穴のサイズは貫通穴はJIS B 1001と同じですが、深ざぐり部に関してはJISでは規定されていませんが一般的に使用する値はある程度決まっています - 皿穴=皿ねじの頭を沈みこませるためにつける開き角度90度の円錐形状
皿ねじのねじ部が通る貫通穴をセットで描きます
穴のサイズはJIS B 1017で規定されています
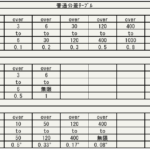
直径の表し方
JIS B 0001 機械製図の規定で、直径の表し方は
直径の表し方は,次による。
- 180°を超える円弧又は円形の図形に直径の寸法を記入する場合で,寸法線の両端に端末記号が付くときは,寸法数値の前に直径の記号は記入しなくてもよい。
ただし,引出線を用いて寸法を記入する場合には,直径の記号を記入する。
ISO 129-1では,3D CADで図形を回転させて表示した場合には,円形がだ円に見えてしまうことを考慮して,180°を超える円弧又は円形の図形において,直径の寸法値の前に,直径の記号を付けて記入するように規定している。- 円形の一部を欠いた図形で寸法線の端末記号が片側の場合は,半径の寸法と誤解しないように,直径の寸法数値の前に直径の記号を記入する。
- 対象とする部分の断面が円形であるとき,その形を図に表さないで,円形であることを示す場合には,直径記号を寸法数値の前に,寸法数値と同じ文字高さで記入する。
- 円形の図又は側面図で円形が現れない図のいずれの場合でも,直径の寸法数値の後に明らかに円形又は円筒形になる加工方法が併記されている場合には,寸法数値の前に直径の記号は記入しなくてもよい。
- 直径の異なる円筒が連続していて,その寸法数値を記入する余地がない場合には,片側に書くべき寸法線の延長線及び矢印を描き,直径の記号及び寸法数値を記入する。
要約すると
- 円や180度を超える円弧に対しては、寸法矢印が両方の場合は、直径の記号は省略してもOK
ただし、ISOの規定では記入するとなっているので、海外とのやり取りの時は直径の記号は省略不可
引出線で寸法を入れたときは、直径の記号は省略不可 - 円弧形状などのとき、寸法矢印が片側のみの場合は、直径の記号は省略不可
- 断面形状に直径寸法を入れるときは、直径の記号は省略不可
- キリ・リーマなど丸穴加工する方法を併記する場合は、直径の記号は省略してもOK
昔のJISの規定では、手書き製図用のに簡略化させるために「記入しない」という文言が使われていました。
CADでの製図をするときは、直径の記号などは、自動で付加されるので、最近のJISの改定では、手書き製図とCAD製図の両方を満たすために「記入しなくてもよい」という文言が多く使われています。
引出線で寸法を入れるときは、
円に対しての場合は、円の中心からおよそ45度方向近辺に矢印が向くように出し、
断面形状に対しての場合は、中点近辺におよそ45度方向に矢印が向くように出します。
(45度方向は目安なので、30度から60度くらいでもOK)
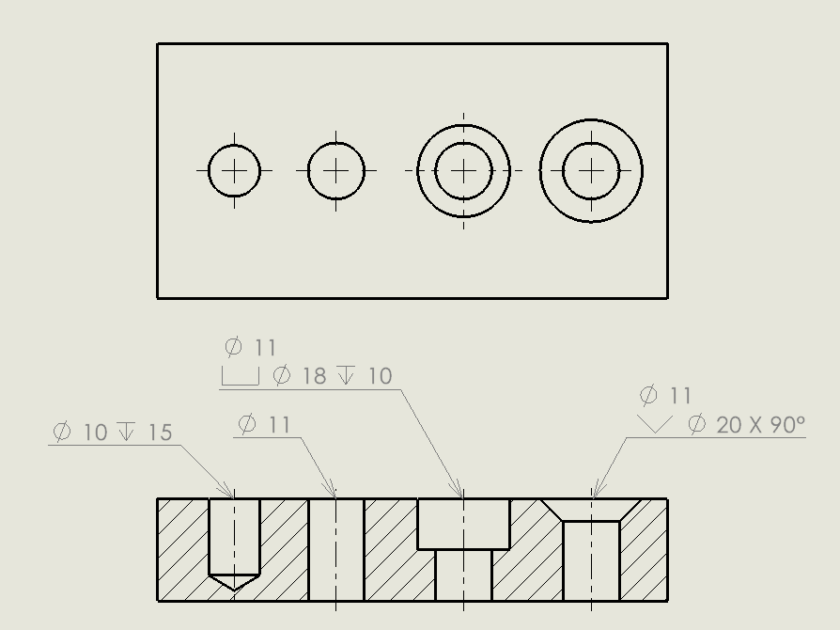
穴の寸法の表し方
JIS B 0001 機械製図の規定で、穴の寸法の表し方は
穴の寸法の表し方は,次による。
- きり穴,打抜き穴,鋳抜き穴など,穴の加工方法による区別を示す必要がある場合には,工具の呼び寸法又は基準寸法を示し,それに続けて加工方法の区別を,加工方法の用語又は加工方法記号(JIS B 0122参照)によって指示する。
ただし,「キリ・リーマ・打ヌキ・イヌキ」に関しては,この簡略表示を用いてもよい。この場合,指示した加工寸法に対する寸法の普通公差を適用する。- 一つのピッチ線,ピッチ円上に配置される一群の同一寸法のボルト穴,小ねじ穴,ピン穴,リベット穴などの寸法は,穴から引出線を引き出して,参照線の上側にその総数を示す数字の次に“×”を挟んで穴の寸法を指示する(図161参照)。この場合,穴の総数は,同一箇所の一群の穴の総数(例えば,両側にフランジをもつ管継手ならば,片側のフランジについての総数)を記入する。
- 穴の深さを指示するときは,穴の直径を示す寸法の次に,穴の深さを示す記号に続けて深さの数値を記入するのがよい。ただし,貫通穴のときは,穴の深さを記入しない。 なお,穴の深さとは,ドリルの先端で創成される円すい部分,リーマの先端の面取部で創成される部分などを含まない円筒部の深さをいう。また,傾斜した穴の深さは,穴の中心軸線上の長さ寸法で表す。
- ざぐり又は深ざぐりの表し方は,ざぐりを付ける穴の直径を示す寸法の前に,ざぐりを示す記号に続けてざぐりの数値を記入する。 なお,一般に平面を確保するために鋳造品,鍛造品などの表面を削り取る程度の場合でも,その深さを指示する。この場合(ざぐり深さが浅いとき)には,そのざぐり形状は省略してもよい。また,深ざぐりの底の位置を反対側の面からの寸法を規制する必要がある場合には,その寸法線を指示する。
- 皿ざぐり穴の表し方は,皿穴の直径を示す寸法の次に,皿ざぐり穴を示す記号に続けて,皿ざぐり穴の入り口の直径の数値を記入する。皿ざぐり穴の深さの数値を規制する要求がある場合には,皿ざぐり穴の開き角及び皿ざぐり穴の深さの数値を記入する。 皿ざぐり穴が円形形状で描かれている図形に皿ざぐり穴を指示する場合には,内側又は外側の円形形状から引出線を引き出し,参照線の上側に皿ざぐり穴を示す記号に続けて,皿穴の入り口の直径の数値を記入する。又は皿ざぐり穴を示す記号の上に円筒穴の直径の数値を,皿ざぐり穴を示す記号に続けて皿穴の入り口の直径の数値を記入する。
手書き製図では、注記などは、画数の少ない片仮名をよく用いていました。
きり穴を簡略指示するときは「キリ」などとして片仮名表記になります。
最近のJISでは、JIS B 0122に規定されている加工方法記号を使うことができるようになりました。
加工方法記号は、加工工程を指示するときなどに旋削加工を「L」・フライス加工を「M」などと英語表記の頭文字をとって、簡略表記する場合に使うアルファベットです。
きり穴(きりもみ)は、「D」・リーマ加工は、「DR」となります。
キリ(D)・リーマ(DR)など加工方法が併記する場合は、直径の記号は省略してもよいことになっています。
複数の穴径を一度に表す場合な都の時は、引出線による寸法の入れ方を行います。
最近の図面では、普通公差を適用させる前提で、ドリル穴は公差なし表記・リーマ穴ははめあい公差付き(H7など)・ねじ穴はM表記など、キリ・リーマ指示なしでも加工に混乱は生じないのであえて付けない図面が増えてきています。
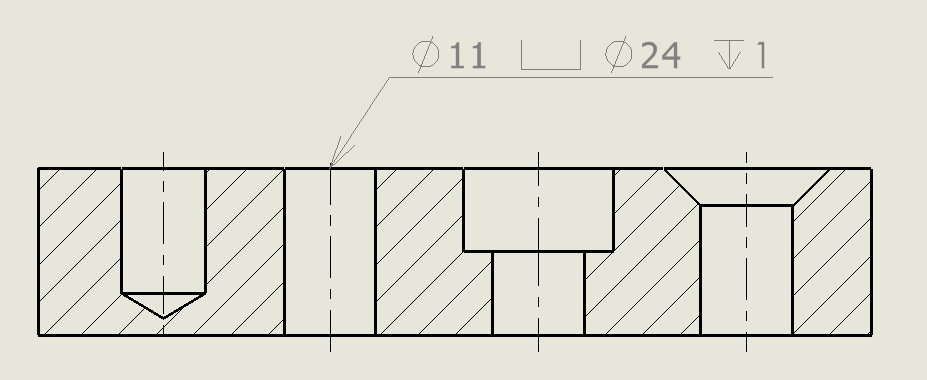
深ざぐり穴の表示例
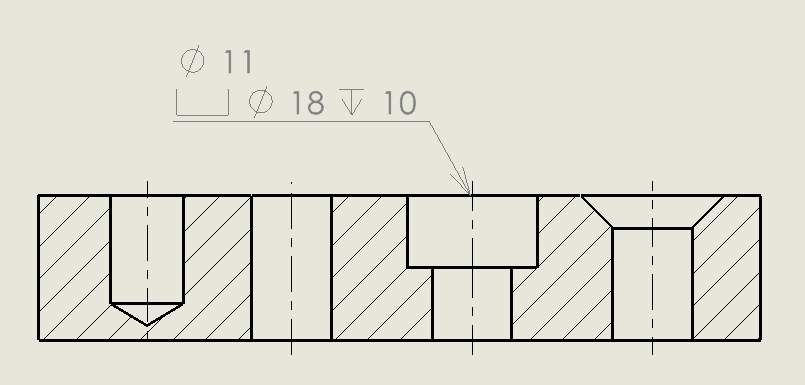
最近のJISでは、正式な文言は、皿穴に対してのみ表記していますが、貫通穴とざぐり部を改行して表記していいことになっています。
深ざぐり記号![]() や深さ記号
や深さ記号![]() が規定されていない時代は、それらを片仮名表記していました。その際には、直径記号
が規定されていない時代は、それらを片仮名表記していました。その際には、直径記号![]() は省略することになっていました。
は省略することになっていました。![]()
深ざぐり記号や深さ記号が導入されたときに、深ざぐり部に直径記号を省略しなくなりました。![]()
最近のJISでは、
- 改行OK
- 直径記号での表記のみOK
- 11キリを11D表記にしてもOK
- 11キリや11D表記に対して先頭に直径記号表記OK
- 引出線による寸法は、断面図の時は中心線付近に
円径に対しての場合は、貫通穴・ざぐり穴どちらかで引き出してもOK
記号の読み方
- 直径記号
 のよみ方は「まる」または「ふぁい」
のよみ方は「まる」または「ふぁい」 - 深ざぐり記号
 のよみ方は、深ざぐりとざぐりで共通の記号なので、用途別に「ふかざぐり」または「ざぐり」
のよみ方は、深ざぐりとざぐりで共通の記号なので、用途別に「ふかざぐり」または「ざぐり」 - 深さ記号
 の読み方は、「あなふかさ」ですが、旧JIS表記にならって「ふかさ」と呼ぶ人もいます
の読み方は、「あなふかさ」ですが、旧JIS表記にならって「ふかさ」と呼ぶ人もいます - 皿ざぐり記号
 の読み方は、そのまま「さらざぐり」となります
の読み方は、そのまま「さらざぐり」となります
皿ざぐりの表記ルールは深ざぐりとほぼ類似しています。
ざぐりの表記例
ざぐりと深ざぐりは言葉として使い分けが必要ですが、除去加工を前提にしている設計者の多くは、深ざぐりのことをざぐりと表現しています。
厳密なざぐりを逆に「浅いざぐり」と呼んだりします。
ざぐりとは、鋳造品などの部品でボルトを使用するときに座面に該当する部分の平面を確保するために黒皮部分を削りとる作業をさします。
ざぐり部の図示は省略してもいいことになっています。
旧JISでは、![]() という形の表記していました。黒皮をとるだけの作業なので深さ指示は不要でした。
という形の表記していました。黒皮をとるだけの作業なので深さ指示は不要でした。
ざぐり記号が導入されたとき、ざぐりと深ざぐりが同じ記号を採用したときに黒皮をとる程度の作業でも深さ指示が必須となりました。![]()
深さの値は、会社の決め事となっていますが、深さ指示が必要なくても、JISでの例が1mmなので1mmで指示をします。
ちなみに鋳造品を前提にしているのでざぐりを指示する面に除去加工なし![]() の表面粗さ記号が指示されていることがセットになります。それ以外の粗さ指示
の表面粗さ記号が指示されていることがセットになります。それ以外の粗さ指示![]() の場合はざぐり指示は行いません。
の場合はざぐり指示は行いません。